Economic considerations for powder metallurgy structural parts
The vast majority of Powder Metallurgy structural part applications are based on the winning of a cost competition against other routes for forming the same component shape.
In turn, Powder Metallurgy’s cost competitiveness against other technologies is based on two major issues – lower energy consumption in the process and superior utilisation of the starting raw material.
There are a number of considerations that determine whether a component application might be a viable target for Powder Metallurgy:
- Product size and weight
Although material utilisation is high in Powder Metallurgy, the powders used are a relatively expensive feedstock material compared with the steel bar or billet used in many competing processes. Powder Metallurgy therefore generally competes best in relatively small and light parts, where material costs can be contained to a relatively small percentage (perhaps around 20%) of total manufacturing costs.Also, the larger the part is in plan view, the larger is the compaction tonnage required and the tonnage capacity of Powder Metallurgy compaction presses is limited to no more than around 1,000 tonnes. - Product geometry
Powder Metallurgy works best in making “prismatic” shapes with virtually unlimited shape complexity in two dimensions (the radial or plan view in the die), but much more limited complexity in the third dimension, the axial or through-thickness direction. - Production quantity requirements
Powder Metallurgy requires large production runs in order to be viable. Firstly, the required forming tooling is generally complex and relatively expensive and the tooling cost needs to be amortised over a large number of products. Similarly, the capital costs of PM processing equipment (presses, furnaces) are high and need to be amortised over a large number of products.An issue associated with the equipment capital costs is that downtime between production jobs needs to be minimised and hence batch runs need to be relatively long in order that tool changeover/setting periods are not too frequent.
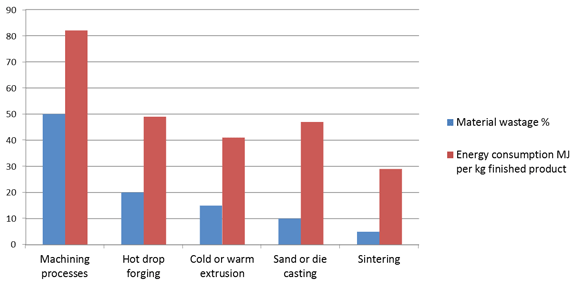
The competitive position of Powder Metallurgy against other technologies, in terms of both material utilisation factors and energy consumption rates, is demonstrated in Fig.1. As shown in this figure, the typical Powder Metallurgy material utilisation of 95% of the original raw material is superior to any of the competing processes.
For applications that satisfy the above requirements as viable targets for Powder Metallurgy, the benefits of the technology in process energy saving can be demonstrated by citing some case study examples.
Case study 1: Notch segment
A notch segment from a commercial vehicle transmission, conventionally produced by machining from steel barstock, showed an energy saving advantage for Powder Metallurgy of 1.24 kWh (4.46 MJ) per piece versus 2.85 kWh (10.3 MJ) per piece (a 57% saving), see tables 1 and 2 below.
Case study 2: High volume oil pump gear
A high volume passenger car oil pump gear, conventionally produced by finish machining a forged blank, showed an energy saving advantage for Powder Metallurgy of 0.14 kWh (0.50 MJ) per piece versus 0.28 kWh (1.01 MJ) per piece (a 50% saving) (Tables 3 and 4).
Case study 3: Low volume oil pump gear
A lower volume commercial vehicle oil pump gear, conventionally produced by machining, showed an energy saving advantage for PM of 1.57 kWh (5.65 MJ) per piece versus 2.62 kWh (9.43 MJ) per piece (a 40% saving) (Tables 5 and 6, below).
Energy in the starting material
The energy consumption comparisons in Tables 1-6 relate to the forming processes themselves and do not include the relative “embedded” energy in the starting material. Powder Metallurgy has a further advantage here. The energy requirement to produce 1 tonne of press-ready atomised iron powder is around 10 GJ, compared with around 14GJ to produce 1 tonne of steel barstock for machining.
Taking the typical material utilisation factors for the two routes from Fig. 1, the embedded energy in the raw material to produce 1 kg of finished products is around 10.5 MJ for Powder Metallurgy processing as opposed to around 28-35 MJ for machining from barstock.
The potential cost advantages of Powder Metallurgy are demonstrated for the commercial vehicle oil pump gear in Table 7. For this application, Powder Metallurgy was estimated as saving around 68% of the total costs of the machined product.
The estimated cost saving advantages for Powder Metallurgy in a range of other automotive applications are shown in Table 8.
Next page: High Density, High Performance Powder Metallurgy Structural Parts | Contents page
Download PM Review magazine