Aclara produces first high-purity REE concentrate from Chile facility
June 7, 2023

Aclara Resources reports it has begun continuous operation of its pilot plant for the Penco Module near its headquarters in Concepción, Chile. The company produced its first sample of high-purity rare earth elements (REE) concentrate after a successful commissioning period, wherein all of the equipment was tested with clays from the Penco Module.
“We are thrilled to officially start the continuous operation of the pilot plant,” stated Barry Murphy, Aclara’s Chief Operating Officer. “This an important milestone for the company as well as the technical team as it represents the culmination of more than three years of engineering and metallurgical test work to develop a process which will satisfy our commitment to innovation and a design process which meets our exacting environmental objectives.”
“The pilot plant operation is also a key component of several strategic objectives seeking to unlock value by improving the metallurgy recovery of the Penco Module ionic clays, generating representative product samples for commercial negotiations, serving as a showcase to the local communities and stakeholders, and finally gaining relevant experience for inclusion in the design of potential new modules in Chile and Brazil,” Murphy continued.
A final report detailing the full piloting methodology and associated results are expected to be completed by the end of Q3 2023 for inclusion in the upcoming Feasibility Study Report to support the subsequent NI 43-101 Technical Report relating to the Penco Module Project.
The successful completion of the laboratory testing phase (announced on November 09, 2022) instituted ‘Circular Mineral Harvesting,’ a reportedly unique process that results in attractive recoveries of REES whilst minimising the associated environmental footprint.
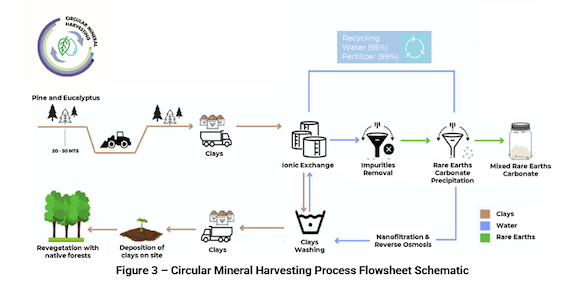
The extensive testing programme carried out during 2021 and 2022 validated the water treatment requirements for the Penco Module flowsheet, thereby satisfying the objective to minimise the freshwater requirements of the process plant by maximising the recycling of the process liquors within the plant.
During this programme, a process was conceived which allows the recycling of water in a closed circuit to meet the goal of zero liquid discharge. As a result, the production flowsheet shows that 95% of the water utilised by the process plant is retained within the circuit, that 99% of the main reagent (ammonium sulphate) is recirculated, and that no liquid residues will be produced, thus negating the need for a tailings storage facility.
In addition, the mining activities do not require the use of explosives nor the need to crush and mill the ionic clay feedstock, resulting in an operation with a very low carbon footprint.
Alongside the development of the Penco Module, the company intends to identify further opportunities for increasing rare earth element production. This will involve intensive greenfield exploration programs and the development of additional project ‘modules’ within the company’s concessions.
Download PM Review magazine