SUPREME project showcases HIPed IN625 submarine component
January 27, 2021
The European-funded H2020 project titled ‘Sustainable and flexible Powder Metallurgy processes optimisation by a holistic reduction of raw material resources and energy consumption (SUPREME)’ concluded at the end of 2020. The project had a number of objectives, with the overall goal of using advanced manufacturing processes to improve the manufacturing process efficiency and, thus, reduce material wastage.
The SUPREME project consortium included CEA, Outotec, MBN, ASL, GKN, Prodintec, IPC, RHP, Tecnalia, Renishaw, IRIS, MBA, Weare Additive, Dellas, CRF, EPMA and TWI Ltd. One of the applications chosen by the consortium was the optimisation of a marine sector component.
With experience in the Powder Metallurgy manufacturing processes, TWI Ltd, Great Abington, Cambridge, UK, successfully developed a manufacturing strategy to produce Inconel®625 (IN625) Y-shaped submarine pipes using near net shape Powder Metallurgy Hot Isostatic Pressing (NNS PM HIP) technology.
NNS PM HIP is an advanced manufacturing process, capable of producing complex-shaped parts with excellent material properties and microstructure. The process has the potential to vastly improve the ‘buy-to-fly’ ratio of large industrial (marine, aerospace, power, aeronautical, nuclear, etc.) components (ranging from ~10:1 to ~2:1) when compared to a conventional manufacturing route such as casting-forging and machining.
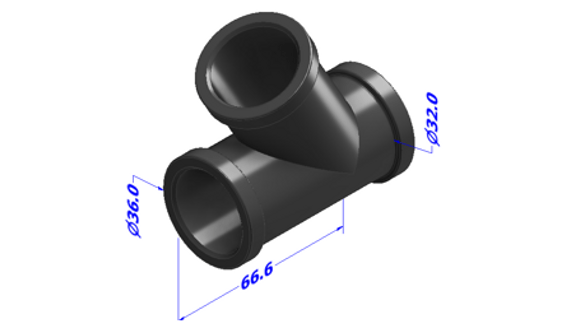
Fig 1 shows a CAD model of the submarine pipe which is currently produced using the conventional casting-forging and machining manufacturing route, with a buy-to-fly ratio of 7.4:1, meaning that the current manufacturing process results in a high level of material waste with a relatively long lead time.
The development of an efficient manufacturing process was led by Dr Raja Khan (TWI) and Dr Nick Ludford (TWI), with the support of NSIRC PhD student Alessandro Sergi and collaboration from the Advanced Material Processing Laboratory (AMPLab) at the University of Birmingham.
The study focused on a deep understanding of the influence of the IN625 powder atomisation route and powder characteristics on the microstructure and mechanical properties of the material among four different powders including argon gas atomised (AGA), nitrogen gas atomised (NGA), plasma atomised (PA) and water atomised (WA) powders.
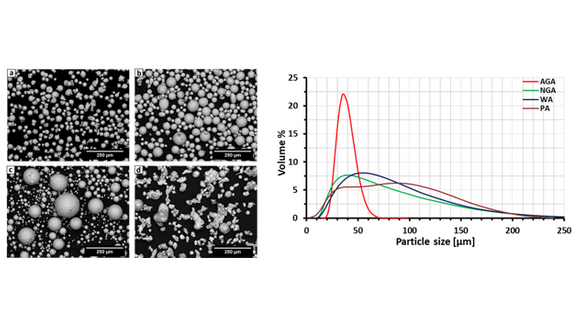
The first step of the manufacturing process consisted of the powder characterisation. A detailed powder characterisation was performed on the four powders, including chemical analysis, physical properties (apparent and tap density and flowability), powder morphology and particle size distribution (PSD). The powder morphology of Fig. 2 shows that PA has a regular shape followed by NGA and AGA with some irregular shaped particles, while WA has a typical irregular shape. PSDs of the four powders highlights that NGA, PA and WA have similar distributions, while AGA has a more narrow distribution with a smaller particle size.
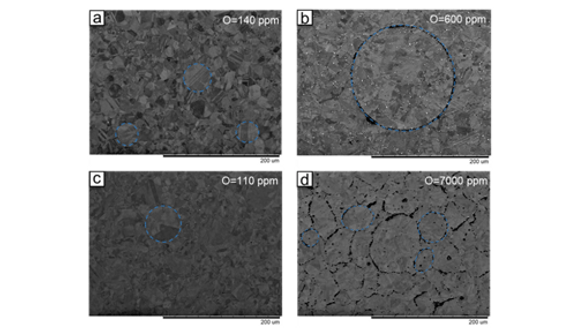
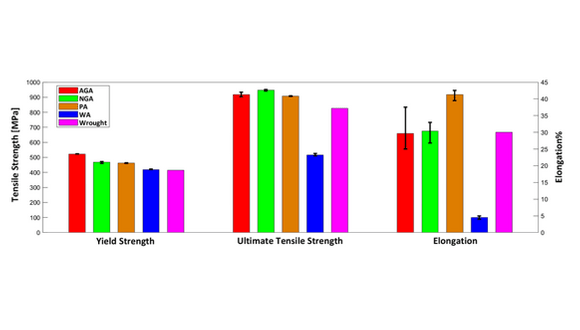
The microstructure of the four HIPed powders is seen in Fig. 3. HIPed PA microstructure shows the least amount of prior particle boundaries (PPBs), while WA is characterised by the strongest presence of PPBs. The results of as-HIPed tensile properties confirm that PA powder possesses the best balance between strength and elongation, with superior properties if compared to the minimum specification of wrought IN625 (Fig. 4).
Thanks to its best response in terms of microstructure and mechanical properties, PA was selected for the manufacture of Y-shape pipe through NNS PM HIP.

The NNS PM HIP manufacturing process involved the design of a capsule (Fig. 5), powder fill, degas, crimp, HIP and machining off the sacrificial canister to attain a netshape part geometry (Fig. 6).
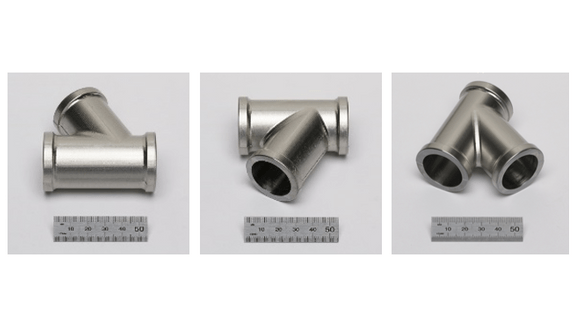
The prototype pipes produced during this work showed good geometrical accuracy with a reduced buy-to-fly ratio of 2.1:1, which is more than 3.5 times lower if compared to the conventional manufacturing process.