Powder Metallurgy enables James Webb Space Telescope to view distant galaxies
September 7, 2022

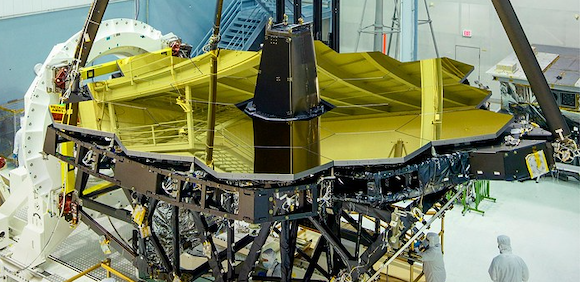
Since its launch in late 2021, the James Webb Space Telescope (JWST) has been providing humanity with a unique glimpse into space, from never-before-seen stars in distant nebulae to new representations of familiar sights like Jupiter. The telescope – the largest optical telescope in space – is designed for infrared astronomy, and its high resolution and sensitivity allows it to view objects too early, distant or faint for the Hubble Space Telescope. This is enabled by eighteen hexagonal mirror segments, gold plated and made of beryllium.
The beryllium used to make Webb’s mirror was mined in Utah and purified at the Brush Wellman (now Materion Corporation) facility in Ohio. The particular type of beryllium used in the Webb mirrors is called O-30 and is a fine, gas atomised powder.
“Beryllium is very lightweight, a third lighter than aluminum, extremely stiff and can be polished very well. It also functions well at cryogenic temperatures which made it the perfect material for the telescope,” stated Keith Smith, vice president – Nuclear and Science, Materion. “The telescope features a special grade of gas atomised beryllium which is lightweight and has the properties needed for the telescope’s primary mirror.”
To construct the mirror segments the beryllium powder was placed into a stainless steel canister and pressed into a flat shape, a process known as Hot Isostatic Pressing (HIP). Once the steel canister was removed, the resulting beryllium slab was cut in half to make two mirror blanks, some 1.3 m across. Each mirror blank was used to make one of the eighteen mirror segments. The first two mirror blanks were completed in March 2004.
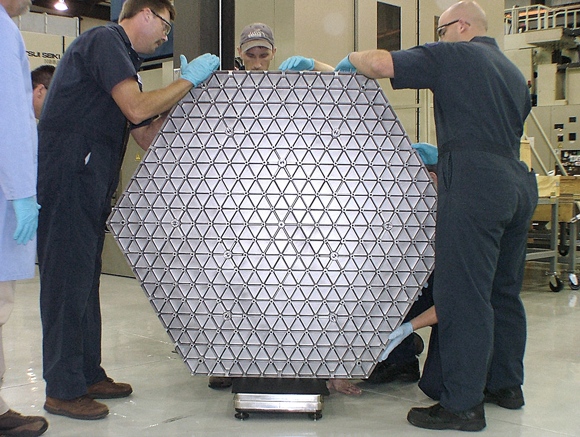
Once the mirror blanks passed inspection, they were sent to Axsys Technologies in Cullman, Alabama, to be shaped into their final design. The process began with cutting away most of the back side of the beryllium mirror blank, leaving a thin rib structure. The ribs are about 1 mm thick and although most of the metal is gone, the ribs are enough to keep the segment’s shape steady. This makes each segment very light, with each beryllium mirror segment around 20 kg in mass. A full primary mirror segment assembly, including its actuator, is about 40 kg.
After the shaping state, SSG/Tinsley, Richmond, California, ground the mirrors’ surfaces, smoothed and polished them before they were sent to undergo cryogenic testing. The initial cryogenic testing, by Ball Aerospace, began in 2009. After around two years of testing, the mirrors and information gathered using laser interferometers were sent back to SSG/Tinsley for a final polish in June 2011. By the end of 2013, all of the assembled mirrors were at NASA Goddard, awaiting their housing, which was to arrive in 2015.