


JPMA Awards 2020: A showcase of innovation in PM for new and existing applications

The winners of this year’s Japan Powder Metallurgy Association (JPMA) Awards highlighted the ongoing developments being made by Japan’s PM industry, as it strives to gain further applications for Powder Metallurgy. The winners included innovations in component development and processing technology, showcasing the design and commercial benefits to using Powder Metallurgy as a manufacturing technique for mass production in numerous end-user categories.
Development awards: New design
Sintering of bearings for automotive LED headlight cooling fans
Porite Corporation received this award for its sintered bearings for automotive LED headlight fans. In recent years, LED headlights have been required to have higher heat dissipation due to an increase in the amount of light emitted and miniaturisation and cooling fans are being installed. The bearing in question has the required characteristics of quietness, long life, low temperature (-40°C) startability, wide practical temperature (-40°C to 120°C) range and prevention of a brightness decrease due to outgassing. Therefore, fluid bearings and ball bearings are often used, even though they are expensive.
In this innovation (Fig. 1), the company has ensured slidability and startability by optimising the sliding parts and reducing shaft loss by taking advantage of the characteristics of the centre-free bearing. Noise levels have been improved by ensuring co-axiality with an inner diameter tolerance width of 4 μm, a difficult requirement for bearings with an aspect ratio of more than five, and reducing the clearance with the shaft. The inner diameter chamfered shape makes it possible to extend the life of the bearing by giving the end face and the groove shape on the outer circumference a function in retaining the impregnated oil that leaks due to thermal expansion during operation.
In relation to material selection, a copper-coated iron powder is used. By achieving both a high oil content and low air permeability, the oil film strength of the bearing surface is secured and noise levels and wear resistance are improved. The company has also developed an impregnating oil with a small amount of evaporation in a high temperature environment by selecting ingredients that have little change in viscosity index from low to high temperature and that take into consideration the adverse effects of outgassing (decrease in brightness and chemical attack).
As a result, characteristics superior to ball bearings have been achieved and the product has been adopted as bearings for fan motors in the LED headlight bulb cooling system. This development has contributed to the expansion of the sintered oil-impregnated bearing market.
Optimising Powder Metallurgy process to mould a curved groove in a parking lock part
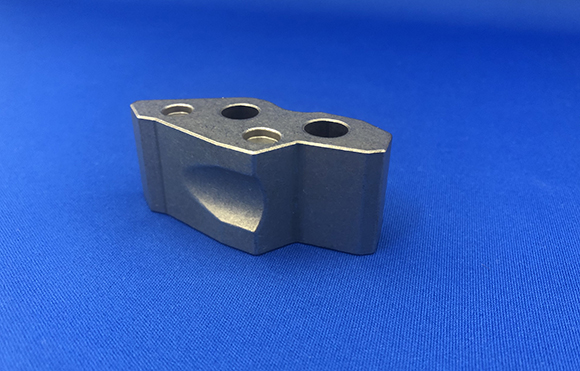
The second award in this category went to Fine Sinter Co. Ltd for a cost-reduction exercise to mould the curved groove of a parking lock part. The product (Fig. 2), was a pole support part used for the parking lock mechanism in an automatic transmission. In the trial evaluation process of this development, a groove shape with a changing curvature was required to prevent deformation of the mating part (cam). This groove and the bolt hole, which is used to assemble and fix the product, are in an orthogonal relationship. In the normal design, the part is net-shaped and the rest is machined, but the product with a net-shaped groove has been formed without machining by using undercut compaction.
Undercut compaction requires control of the compression ratio for the undercut portion, such as using CNC for tool control, therefore the mechanism becomes complex. However, by using the general withdrawal mechanism (with one upper and two lower stages in the mould configuration), the position of the punch, used to form the undercut portion, is synchronised with the die by the operation of the upper punch. The stable net shape has thus been made successfully and inexpensively.
Local tool lubrication with oil plays an important role in this undercut compaction. The undercut portion forming punch receives a high stress in an outer peripheral direction during compaction. The structure of die inner diameter is designed to endure this stress. The tool lubrication is used to maintain the stable sliding of the punch and also to prevent the tool galling.
Sintered component used in a motorcycle transmission

The final award in this category was made to Diamet Corporation for a cam used for the shift mechanism of a motorcycle transmission (Fig. 3). When the power from the shift lever is transmitted to the shift fork, the pins of this part experience both high bending load and impact load. Therefore, the sinter forging method has long been adopted for this part, even though it is expensive. In recent years, the adoption of the investment casting method or replacement with the steel pin method has been expanding. The purpose of this development was, therefore, to enable the application of the press and sinter method to this part.
The density of the pins was increased to improve strength and the pin shape was reviewed to relieve a stress concentration. The raw metal powder, lubricant and filling method were all optimised to achieve a sintered density of 7.4g/cm3, applying high pressure compaction and high temperature sintering.
Also, machining was eliminated by suppressing the variation of pin height to less than 0.1 mm. Although the risk of cracks, caused by mould distortion, remained, part quality was guaranteed by 100% inspection using a load test of the pins.
As a result, equivalent strength to the sinter forged part was achieved, with a cost reduction of 40%.
Development awards: Process development
Soft Magnetic Composites for reactors in HEV that secures magnetic flux density and reduces iron loss

The remaining development award was in the Process Development category. This went to Sumitomo Electric industries for a compaction method that prevents damage to the surface insulating coating of Soft Magnetic Composites (SMCs) (Fig. 4). When the compacted product is ejected from the tool, friction between the tool and the product can damage the insulating coating, inducing the iron powder particles to conduct with each other and causing an overcurrent on the surface of SMC and increasing iron loss. Preventing eddy current loss, by generating iron oxide in the conductive part using a laser processing technique, can counter the iron loss. However, the use of laser processing is a costly option.
In order to solve the issue of damage to the insulation coating for one piece of the product, due to the outer peripheral surface being entirely formed by the die, a simultaneous compacting method was developed. Here, the two pieces are in a die with a floating core rod acting as a tool between the two pieces, moving along with the two compacted products when they are ejected. As a result, the additional laser processing was eliminated and a cost reduction was realised.
In relation to the development of materials, the density of products was increased by optimising the particle size of the raw material powder and compaction conditions. In the annealing process, the stress of the product was relieved by optimising the conditions, which resulted in a reduction of iron loss by 25%.
It is expected that the production volume for this type of part will increase due to the expansion of the share of HEV and EV in the future and this development is anticipated to be very advantageous.
Award for effort
Development of bearings for refrigerator evaporator and condenser cooling fans

Two effort prizes have been awarded, the first was made to Porite Corporation for the development of bearings for refrigerator evaporator and condenser cooling fans (Fig. 5). Normally, the evaporator fan is used in an environment of -30°C and the condenser fan is used in an environment of + 60°C. Previously, each of these has used different optimised types of bearing.
In this new development, a long life has been achieved by selecting the optimum material and setting it to a high oil content. In addition, by developing a new silicone-based lubricating oil, the requirements in the low temperature environment (quietness, corrosion resistance and low friction characteristics) and those in the high temperature environment (wear resistance, low friction characteristics) were satisfied.
By unifying the bearings for refrigerator evaporator and condenser fans, cost competitiveness and shortening of lead time due to economies of scale were gained. In addition, as customer benefits, simplified ordering and inventory management and prevention of mixing up of different types in assembly lines are anticipated.
Development of lower cost Carbon/Carbon composite metalised carbon contact strip
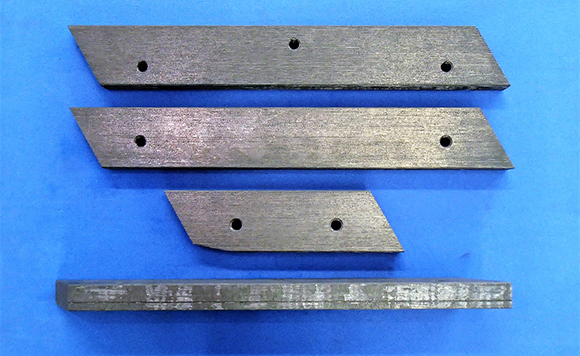
Finally, Fine Sinter Co. Ltd. also received an effort prize for the development of lower-cost Carbon/Carbon (C/C) composite metallised carbon contact strip. This contact strip (Fig. 6) is attached to the uppermost part of the pantograph on top of a railway vehicle to collect electric current by contacting trolley wire to supply electricity to the railway vehicles.
Contact strips can be classified roughly into two types: metallic and carbon (copper and carbon composite). The carbon type is further classified into copper-impregnated types, copper-carbon mixed sintered types and copper-infiltrated C/C composite types. This development focused on the copper-infiltrated C/C composite types, characterised by light weight, high strength, low wear and low trolley wire aggression.
The issue to be addressed was the cost of C/C composite. This development aimed to reduce the amount of expensive carbon fibre. In order to reduce the amount of carbon fibres but ensure strength, it is necessary to increase the amount of binder. At first, in order to simplify the manufacturing process, the carbon base material was made by the preformed yarn method, where carbon fibres and binder are bundled together to form sheets. However, when the amount of carbon fibres is reduced and the amount of binder is increased, the copper infiltration route becomes narrower and sufficient copper infiltration becomes difficult.
This leads to difficulty in obtaining the required electrical characteristics. Therefore, the composition of the Cu-Ti infiltration material was modified and the infiltration conditions optimised (two step temperature setting). As a result, the developed contact strip ensured the required electrical conductivity and an improvement in strength by about 20%. The wear rate was reduced by 20% and the wear limit was increased by 10%. Cost performance was improved by 35% compared with conventional products.






