High density, high performance Powder Metallurgy structural parts
A range of Powder Metallurgy process and/or material developments have emerged that have been aimed at increasing the density level of Powder Metallurgy structural parts and consequently their performance levels.
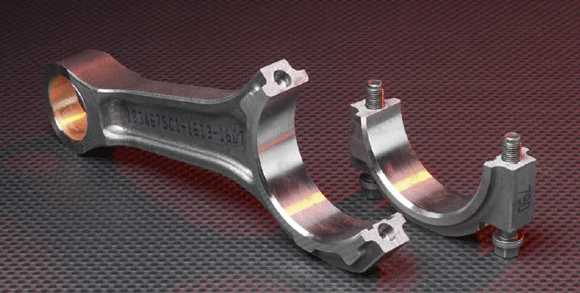
Powder forging
The earliest such development, first introduced commercially in the 1970s, was Powder Forging, a hybrid technology involving the production of a preform by conventional Press/Sinter Powder Metallurgy followed by consolidation to close to full density using closed-die hot forging.
Powder Forging’s early market applications were dominated by large diameter, annular parts, particularly for automatic transmissions, but, over the past couple of decades, the technology has become increasingly associated with the production of automotive connecting rods.
Powder Forging has developed a proven capability in series production for the delivery of high strength and performance. However, this has been at the expense of higher costs and reduced dimensional tolerance control, compared with the conventional Press/Sinter Powder Metallurgy process and, therefore, more recent developments have concentrated on more closely aligned evolutions of the conventional process.
It is possible to enhance density at each stage of the conventional process – in compaction, in sintering or through a post-sintering treatment.
Powder compaction
Several compaction process developments are now available for the delivery of higher green density:
Higher pressure, cold compaction
For part geometries that do not require thin, fragile punches, it is possible to increase compaction pressures from the normal 600 MPa maximum up to around 1,000 MPa with consequent enhancement of green density.
Warm compaction
This involves both the powder and compaction tooling being heated to around 150°C. The increased temperature reduces the flow stress of the iron powder and allows green density to be increased by up to 0.2 g/cm3.
Warm die compaction
This is a more recent variant on Warm Compaction in which only the tooling is pre-heated, to around 95°C
High velocity compaction
This involves repeated high velocity hammering blows to the upper punch. Again, the process would not be applied to tooling incorporating thin, fragile punches.
Die wall lubrication
By eliminating the admixed lubricant in powder mixes (and the volume occupied by the lubricant in the compacted part), higher green density can be achieved. Commercial die lubrication systems are now in operation. The geometrical constraint here is that it is necessary to have all relevant tooling surfaces exposed for lubrication at the die fill stage of the compaction cycle.
Sintering
Options for increasing densification in sintering include:
Solid phase sintering
Activation of solid phase sintering, through the use of finer powder additions e.g. the ‘ultrafine” nickel elemental additions now being used in some ferrous Powder Metallurgy mixes
Liquid phase sintering
The creation of a liquid phase in sintering using masteralloy additions
Ferrite phase sintering
The self-diffusion of iron at sintering temperature is 100 times faster in the ferrite phase than the austenite phase. Material variants have therefore been developed that contain ferrite-stabilising elements e.g. up to 3% Mo.
Post-sintering densification
Although strictly speaking both Powder Forging and Shot Peening could be considered to be examples in this category, the post-sintering densification process that has captured most attention has involved selective surface densification through local cold deformation.
The most widely employed variant of this approach has involved the cold rolling of the surface layers of a sintered preform with a meshing rolling tool to create full density on the immediate surface and a gradient of density below the surface.
This process is being largely directed at the production of Powder Metallurgy gear forms with higher performance levels.
Next page: Designing for Powder Metallurgy| Contents page
Download PM Review magazine