ProGrit launches multi-axial compaction system
January 27, 2022

ProGrit, Wetzikon, Switzerland, has launched a complete multi-axial compaction system intended for the economical, high-precision manufacturing of complex parts. The new system supports the production of complex geometries by cross hole, closed die, open die and split die.
The core technology is the split die with the adjustable mechanical stops in the centre of the multi-axial compaction system. These mechanical stops are integrated into the die body and adjustable in steps of 0.001 mm from above. The die body guides the die segments and is positioned and screwed to the vertical press axis by the SCS K cones and the changeable die plate MCS C. The die segments are pressed against these mechanical stops and build the die cavity. ProGrit designs and delivers the whole powder compaction tool set for the multi-axial compaction process.
The adjustment of the mechanical stops can be done outside of the press on a CMM, inside the press by the measurement system MAS-xi or the usage of the upper punch.
The die body with adjustable mechanical stops is available for twofold to sixfold arrangements and could be also used without these stops in a closed loop process. The movement and positioning of the die segments will be done by electrical drive units.
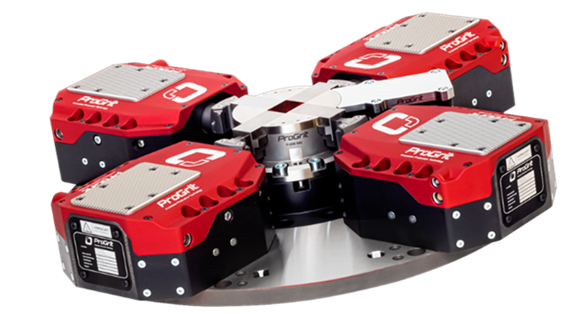
The die segments are moved and positioned by electrical drive units. There are different sizes of electrical drive units with forces of six tons up to thirty-five tons available. The electric drive units are characterised by their compact design combined with very high forces up to thirty-five tons, positioning accuracy and piezoelectrical force measurement.

Due to the sensors inside the electrical drive units, the ideal position of the die segments will be detected by a fully automatic auto setup cycle. The electrical drive units can be integrated in any press and press control. For standalone applications, ProGrit provides complete control for the electrical drive units with all necessary software features and a small expert system for optimising the multi-axial compaction process. The connection between the axis of the electrical drive unit and the die segments is done by a quick coupling system, operated from the top.