Markets for Powder Metallurgy components
The automotive sector
The predominant market for Press/Sinter structural Powder Metallurgy parts is the automotive sector. On average across all geographical regions, around 80% of all Powder Metallurgy structural components are for automotive applications.
Around 75% of these automotive applications are components for transmissions (automatic and manual) and for engines.
Transmission applications include:
- Synchroniser system parts
- Gear shift components
- Clutch hubs
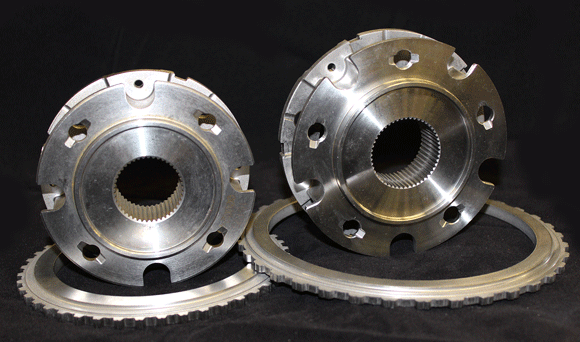
- Planetary gear carriers
- Turbine hubs
- Clutch and pocket plates
Engine parts include:
- Pulleys, sprockets and hubs, particularly those associated with the engine timing belt system
- Valve seat inserts
- Valve guides
- PM lobes for assembled camshafts
- Balancer gears
- Main bearing caps
- Engine manifold actuators
- Camshaft bearing caps
- Engine management sensor rings
Powder Metallurgy parts also find application in a range of other automotive systems:
- Oil pumps – particularly gears
- Shock absorbers – piston rod guides, piston valves, end valves
- Anti-lock Braking Systems (ABS) – sensor rings
- Exhaust systems – flanges, oxygen sensor bosses
- Chassis components
- Variable Valve Timing systems
- Continuously Variable Transmissions
- Exhaust Gas Recirculation (EGR) systems
- Turbochargers
Other markets for Powder Metallurgy structural parts
There are other important markets for Powder Metallurgy structural parts, where components are required in large production quantities. The second largest structural parts market is in DIY tools and domestic appliances.
Bearings and various gear parts are examples of Powder Metallurgy applications in DIY power tools and domestic “white goods”.
Metal-graphite carbon brushes are also used extensively in electrical motors and generators for domestic appliances, automobiles and power tools.
Other Powder Metallurgy structural part markets include:
- Business machines
- Leisure and garden products
- Industrial motors and controls
- Hardware – lock parts, latches etc.
Aerospace applications
Aero-engine and land-based gas turbine applications
Aero-engine and land-based gas turbine applications for Powder Metallurgy products require extremely good properties and the PM-based process routes in this sector generally incorporate Hot Isostatic Pressing (HIP).
For nickel-based superalloy turbine discs, processing from powders has become necessary to allow the next increments in product performance, through enhanced microstructural control and compositional capability compared with ingot-route material. The Powder Metallurgy process generally involves isothermal forging of a HIP billet, although “as-HIP” parts can also be used where creep strength is the sole design criterion.
Net-shape HIP titanium Powder Metallurgy products have been developed for turbine applications where conventional processing (involving machining) is very wasteful of material and the Powder Metallurgy route can offer cost benefits. The addition of features to forged or cast parts using powder-based additive manufacturing techniques is also being applied for similar reasons.
Airframe sector
There is also growing interest in the use of titanium Powder Metallurgy in the airframe sector, either for cost saving in applications already using wrought-route titanium or for potential weight reduction in replacing steel parts.
Oil and gas industry
In the Oil and Gas sector, hard metal and diamond cutting tools are regularly used for oil and gas exploration. HIP powder products in a range of austenitic and duplex stainless steels are also being increasingly used in off-shore applications, including manifolds and valves. HIP- and laser-cladding techniques are being used to deposit abrasion resistant coatings on a range of off-shore components.
Hardmetal and diamond cutting tools are also used for machining operations is many industrial sectors including automotive, aerospace and general engineering.
Healthcare sector
There are many devices in the healthcare sector that contain components that can be made by powder-based routes:
- MRI scanners used large quantities of rare earth permanent magnets, processed from powders.
- Many surgical instruments and dental implants are produced by Metal Injection Moulding.
- There are growing interests in producing customised medical implants using additive manufacturing and in producing porous implant structures (to match bone stiffness and to aid osteo-integration) by PM processing (MIM, Press/Sinter PM etc.) of materials containing space-holder additions that are removed after forming.
Next page: Economic Considerations for PM Structural Parts | Contents page
Download PM Review magazine