


MPIF Awards 2008
MPIF award winning metal injection molded parts from PM2008 World Congress
Winners of the 2008 MPIF’s PM Design Excellence Awards Competition were announced at the PM2008 World Congress. The following winning parts are further excellent examples of metal injection moulding’s ability to deliver efficient solutions to complex engineering components.
Grand Prize Winner
Parmatech Corporation, Petaluma, California, won the MPIF 2008 grand prize in the medical/dental category for a 17-4 PH stainless steel MIM articulation gear used in a surgical stapling unit.
Produced to a density of more than 7.65g/cm3, the part has an ultimate tensile strength of 900MPa (130,000psi), yield strength of 730 MPa 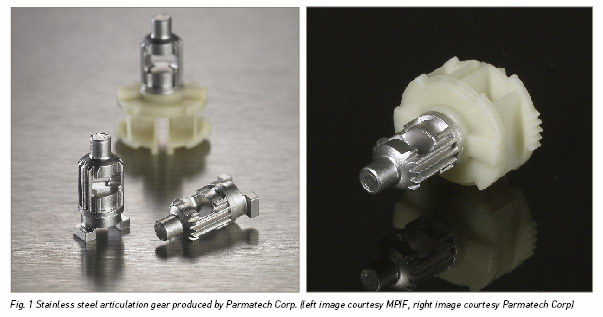 (106,000psi), and a 25 HRC hardness. MIM was selected as a performance improvement over plastic, and dramatic cost savings over a machined aluminum solution.
(106,000psi), and a 25 HRC hardness. MIM was selected as a performance improvement over plastic, and dramatic cost savings over a machined aluminum solution.
The part was produced using a 2-cavity mould on a 60ton horizontal injection moulding machine, using feedstock produced in-house. Debinding was via a batch process, which include batch solvent debinding followed by batch thermal debinding. Sintering was via a batch process in a vacuum.
Challenging design features in this part included an interrupted gear tooth with window, overmoulding with plastic and assuring a seal in the over mould. MIM parts, state Parmatech, are challenging to overmould due to size variation. Maintaining part to part consistency is therefore critical for any overmould application, and achieving this consistency with no secondary operations on the MIM part was regarded as a considerable achievement in this challenging application.
From initial concept and discussions with the customer to tool approval took three months, with first samples being produced within a further two months. Manufacturing and Final Qualification approval from this medical customer occurred approximately six months after the start of the project.
This complex MIM design is formed to net shape and requires no finishing operations. MIM production provided a 70% cost saving, compared to machining the gear from bar stock. Approximately 20,000 pieces are produced annually.
Parmatech was incorporated in 1973 and its manufacturing facility now covers approximately 32,000ft2. The company has around 80 employees and has shipped over 7.2 million parts in the past year. Major markets served include medical, defense/firearms, and industrial components. Manufacturing facilities include both continuous and batch processing. Growth of 15% is predicted for 2009.
Award of Distinction
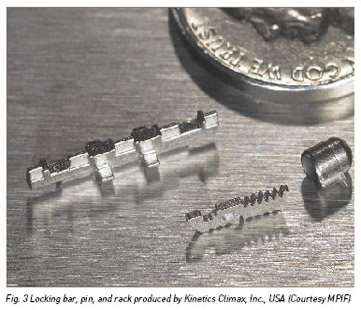 Kinetics Climax, Inc., Wilsonville, Oregon, won the MPIF 2008 award of distinction in the hardware/appliances category for three 17-4 PH stainless steel lock-cylinder parts made by MIM for Black & Decker Hardware and Home Improvement, Lake Forest, California.
Kinetics Climax, Inc., Wilsonville, Oregon, won the MPIF 2008 award of distinction in the hardware/appliances category for three 17-4 PH stainless steel lock-cylinder parts made by MIM for Black & Decker Hardware and Home Improvement, Lake Forest, California.
 The parts (a locking bar, pin, and rack) operate in the Kwikset SmartKey lock cylinder, which contains one locking bar, five pins and five racks. The parts have a typical density of 7.7 g/cm3, a typical tensile strength of 850 MPa (128,000 psi) and typical yield strength of 690 MPa (100,000 psi). First prototypes were developed in a matter of weeks, however the final commercial design of the customer’s product took more than two years to complete. Annual volumes are reported to far exceed typical automotive production volumes.
The parts (a locking bar, pin, and rack) operate in the Kwikset SmartKey lock cylinder, which contains one locking bar, five pins and five racks. The parts have a typical density of 7.7 g/cm3, a typical tensile strength of 850 MPa (128,000 psi) and typical yield strength of 690 MPa (100,000 psi). First prototypes were developed in a matter of weeks, however the final commercial design of the customer’s product took more than two years to complete. Annual volumes are reported to far exceed typical automotive production volumes.
Kinetics uses Engle injection moulding machines, which feature full servo robotics, to produce this component. The company states that it typically uses 8 and 16 cavity moulds. Green parts are thermally debound prior to sintering. MIM was selected due to the material physical property requirements, fine feature details and complexity of the design. Specific challenges were encountered in the mould construction and minimising flash and moulding defects. The design provided significant cost savings to the customer when compared with alternative manufacturing processes.
Kinetics was established in 1982 and is now owned by Freeport McMoRan. Its manufacturing facility covers approximately 50,000 ft2. The company has over 100 employees and places a strong emphasis on automation. Predictive analysis tools are used to support on-time successful program launches for its US and international customers.
Award of Distinction
FloMet LLC, Deland, Florida, and its customer, Starkey Laboratories, Inc., Eden Prairie, Minnesota, won the MPIF award of distinction in the electrical/electronic components category for a hearing aid receiver can made by MIM. The thin-walled part is made from a nickel–iron–molybdenum alloy material that provides the magnetic shunt effect required in the hearing aid to separate the internal receiver signal from the telecoil signal.
The parts are a conversion from a deep drawing and annealing process – a process that encountered problems with distortion and shielding properties. In addition, latch features had to be added in a secondary operation.
The parts wall thickness (0.010”, 0.254mm) was recognised as a potential problem prior to taking the job, stated FloMet, however internal flow paths were added to the inside to assure proper filling of the cavities. Ejecting a part with such thin walls also proved to be a challenge. The unique ejection system used by FloMet also creates the internal undercuts used to latch the part in place. The internal and external shapes have a profile tolerance of 0.002” (0.0508mm) from the open end up 0.030” (0.76mm), then 0.005” (0.127mm) over the rest of the part. A coining step is therefore required.
such thin walls also proved to be a challenge. The unique ejection system used by FloMet also creates the internal undercuts used to latch the part in place. The internal and external shapes have a profile tolerance of 0.002” (0.0508mm) from the open end up 0.030” (0.76mm), then 0.005” (0.127mm) over the rest of the part. A coining step is therefore required.
Choosing the MIM manufacturing process provided a 50% cost savings over deep drawing as well as improved performance.
This component is manufactured using FloMet’s in-house feedstock, based on a proprietary polymer/wax binder system. The parts were injected on an all electric Milacron 55 ton machine (Roboshot SiB 55) using a 2 cavity mould.
Thermal debinding removes the lower molecular weight components of the binder system, then parts are sintered in a “Batch Hydrogen Reactor” to remove the polymers and sinter the part to near full density. Total development time, including the new 80% Ni alloy, was reported to be less than 4 months. Tool design and build, alloy development and coining fixture design were done simultaneously in order to meet this very short time line.
the polymers and sinter the part to near full density. Total development time, including the new 80% Ni alloy, was reported to be less than 4 months. Tool design and build, alloy development and coining fixture design were done simultaneously in order to meet this very short time line.
FloMet is currently producing more than 25,000 of these parts per month and a second can is now in production while a third  is being tooled.
is being tooled.
Brunswick Technetics purchased Witec California in 1980 and in 1990, when Brunswick Technetics sold all of its technical businesses, FloMet was formed. Today the 40,000ft2 manufacturing site in Deland, Florida, houses 19 moulding machines, 9 debinding ovens and 10 sintering furnaces. Current employment is 120 people producing nearly $20 million in sales. The company anticipates strong growth in the coming years. Ted Tomlin, Vice President – Technology, told PIM International, “We anticipate sales growth of 15-20% annually if the economy improves.”






