


JPMA Awards 2019: Showcasing innovations in PM for high volume applications

The winners of this year’s Japan Powder Metallurgy Association Awards highlighted the continual developments being made by Japan’s PM industry to further expand the use of PM technology. The winners included innovations in component design and powder production, demonstrating the continued potential for new applications in the automotive sector, as well as other high-volume application areas.
Development prizes
Grand prize:
4WD cam clutch mechanism
The Grand Prize award was made to Fine Sinter Co. Ltd. and Toyota Motor Corporation for their development of components used in the cam clutch disconnect mechanism for a four-wheel drive vehicle (Fig. 1). The mechanism is used to stop the rotation of the prop shaft when 4WD driving is not necessary, thus improving the fuel efficiency of 4WD vehicles with conventional engines.
Initially, production by forging and machining was considered. However, the two companies have been able to achieve significant cost reductions and exercise superior control over a number of product characteristics by adopting a Powder Metallurgy approach.
The cam clutch mechanism consists of four components identified as cam 1, cam 2, holder and piston, each with a complex shape. Cam 1 has an end-face ball groove and complex multiple steps. Cam 2 has a long thin wall, end-face ball groove and end-face ratchet shape. The holder has a wide end-face ratchet shape and the piston has an end-face ratchet shape (tapered side).
The PM components were designed to reduce the total number of parts required by the integration of features in the shape. Referred to as a Simultaneous Engineering product (SE product), the manufacturing involves the clever use of machining, rather than aiming at full net shape. This was achieved through the adoption of optimal machining processes and methods with minimum machining for near-net shape components. In relation to the mechanical properties of cam 1 and cam 2, which have ball grooves, it was necessary to increase the hardness of the surface layer of the ball grooves using laser quenching.
As a result, it has been possible to reduce costs by 65% per set, compared with forging and machining, with the product now installed in 4WD vehicles and contributing to improved fuel efficiency.
New design awards
Brake lining for new high-speed trains
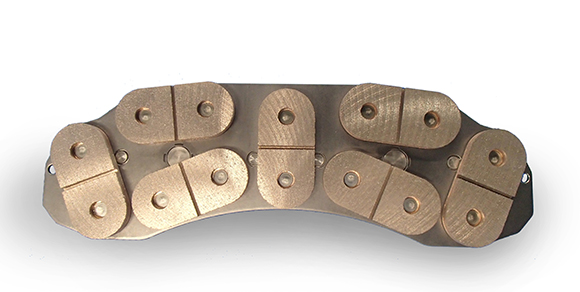
The JPMA made six development awards in the New Design category. The first of these went to Fine Sinter Co. Ltd. for its Powder Metallurgy brake lining for a new high-speed rail vehicle (Fig. 2).
This product meets demands for stronger braking force, better wear resistance and lighter weight than conventional products, under both high speed and high load conditions.
Development of high-speed rail vehicles is progressing worldwide and test runs exceeding a speed of 400 km/h have been achieved. Commercial operations, at a maximum speed of more than 300 km/h, are already underway in Japan. The load applied to brake linings is becoming increasingly harsh, with the demands on brake systems becoming more stringent due to the miniaturisation of brake linings to achieve weight reduction.
A feature of this product is the unique mechanism for equalising contact pressure, which has been developed with the cooperation of end users and others. The contact pressure of this mechanism is more uniform than that of conventional products and it has become possible to lower the maximum temperature of the lining and the disk.
This development has delivered a reduction in the strong braking force from high speeds and the amount of brake wear. Also, by reducing the friction material sliding area compared with conventional products, the amount of friction material used has been reduced by about 30% and the weight of the brake lining has been reduced by about 20%.
As a result, in addition to weight and cost reduction, the lining’s application in high-speed rail vehicles has been made possible by increasing the braking force (applicable to braking from high speeds of more than 300 km/h), thereby contributing to performance improvement in high-speed railways.
Double toothed sprockets with the application of green machining

The second new design award went to Sumitomo Electric Industries Ltd. for the manufacture of double toothed sprockets for variable valve timing (VVT) mechanisms (Fig. 3), through a process route involving green machining.
The advantages of machining in the green state are extremely high productivity, due to the life extension of cutting tools; increased cutting speeds due to the lower cutting resistance; and the suppression of burrs generated from machining. However, a critical issue Sumitomo Electric Industries had to counteract is that green compacts can be prone to chipping during machining due to their low strength.
Accordingly, measures were taken to alleviate this problem by optimising the machining method and conditions. A specially-designed side cutter was adopted to machine the green compact appropriately while preventing it from being chipped due to stress concentration, and a jig was attached to prevent gear chipping. These measures did not interfere with productivity in line production.
As a result, a cost reduction of 5% was achieved for the sprockets, contributing to an overall cost reduction for the VVT system. In addition, chips generated by green machining are expected to be recycled as raw material powder, leading to a reduction in scrap.
Variable displacement oil pump components

Next, a new design award went to Diamet Corporation for vane rotors and cam ring parts used in variable displacement oil pumps in automotive engines (Fig. 4).
This type of oil pump can improve engine fuel efficiency and has recently been used in a number of vehicles. Vane rotors and cam ring parts are used for higher pressure pumps than usual, so high strength and dimensional precision are necessary for the grooves of the vane rotor and high resistance and dimensional precision are necessary for the inside diameter of the cam ring.
To obtain a high-strength vane rotor, increased density was needed, but there were problems regarding buckling of the thin regions of the die. As a countermeasure against buckling, the raw material was improved to reduce compressive stress during forming and the shape of the die was optimised to reduce stress concentration using FEM analysis. As a result, the overall density achieved was 7.15 g/cm3 in normal compaction without die heating and a sufficient strength was achieved.
The high dimensional precision of the groove width was achieved without machining by optimising partial density balance, sintering positioning and sizing pressure. The dimensional scatter was within 0.025 mm (overall length 30 mm).
An internal roundness of 0.005 mm or less in the cam ring was achieved by optimising the chuck pressure during machining, and internal wear resistance was improved by adding steam treatment.
As a result, these parts were adopted in the variable displacement oil pump, which is expected to increase in demand, and contributed to improving the overall fuel efficiency of the engine.
Lightweight iron-based sintered carriers that can replace aluminium products
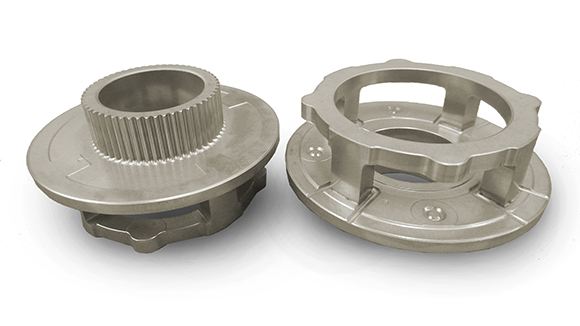
Sumitomo Electric Industries Ltd. received a second new design prize for its lightweight sintered planetary carriers (Fig. 5) for Dual Clutch Transmissions (DCT), developed to replace aluminium parts.
Design modifications to the component shape allowed the satisfaction of three customer requirements, related to the increased mass associated with replacing aluminium with the sintered material. Firstly, Sumitomo Electric Industries achieved a weight reduction with an appropriate redesign to satisfy the torsional torque requirement, which was achieved through an investigation of the relationship between the cross section of the pillar and the torsion torque level using CAE, resulting in approximately 65% reduction in the pillar cross-sectional area. Secondly, the company reduced machining man-hours through the design of the blank shape while concentrating on precision processing of the boss circumference spline tooth tip. Thirdly, it achieved a compact design by improving the shape of the brazing junction for controlling the overflow of brazing material. Furthermore, the degree of assurance of 100% brazed joint inspection was improved by introducing an ultrasonic flaw detector.
As a result, the weight reduction achieved for products with this design was superior to that of parts produced using the conventional sintering method, leading to the adoption of the lightweight iron-based sintered carriers in the DCT mechanism.
Sintered oil-impregnated bearings for electric parking brake

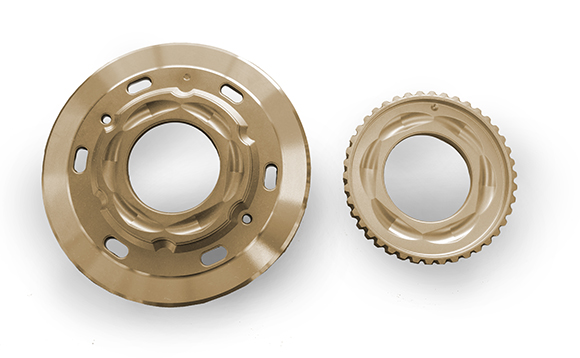
Diamet Corporation received a further new design prize for its sintered oil-impregnated bearings (Fig. 7) used in the reducer of an electric parking brake (EPB).
EPBs generate braking force using a small motor installed in the car wheel. The component requires high durability to ensure long-term reliability of the braking operation. It was also necessary to reduce production costs in order to further expand the adoption of these products.
To meet the required specifications the bearings had to demonstrate excellent seizure resistance under instantaneous high load operation. This was satisfied by using a material with excellent lubricity, consisting of bronze with graphite reinforced by the addition of phosphorus.
The design had to incorporate O-ring shape protection, meaning that for the chamfer of the flange on the outer diameter, a square shape would not be acceptable. Any reaction between the O-ring and lubrication was prevented by adopting glycol-based lubricating oil.
New powders
Premixed iron powder with machinability improvement in wide range of cutting conditions

A new powder development prize was awarded to JFE Steel Corporation for a premixed iron powder with machinability improvements over a wide range of cutting conditions (Fig. 8). Conventional raw materials with machinability improvements have delivered excellent machinability in a limited cutting speed range, for example, the low-speed range (100 m/min or less) or middle/high-speed range (higher than 100 m/min). In recent years, various cutting methods have been performed on a single component because of the growing demand for sintered parts with high dimensional accuracy and complex geometry. The cutting methods include processes such as lathe turning and drilling at various cutting speeds. Therefore, a raw material with excellent machinability over a wide range of cutting conditions was required. This newly-developed raw material contains multiple machinability additives, corresponding to the low cutting speed range and high cutting speed range.
In the low cutting speed range, it was thought that fine chips were effective in shortening the contact time between the tool and the chips. An additive with cleavability was selected. This additive can generate cracks in the chips and make the chips finer. In the middle or high cutting speed range, a protective and lubricating layer on the tool surface was thought to be effective in preventing thermal degradation. An additive to control melting point was selected. This additive can melt and soften during cutting and form a protective and lubricating layer on the tool surface.
The raw material was developed using these additives. Turning performance was evaluated by comparing the machinability of sintered parts with the new raw material and conventional premixed iron powder without machinability additives. When this raw material was used, lower tool wear was confirmed both in the low cutting speed (100 m/min) and high cutting speed (200 m/min) regimes.
The developed raw material was therefore effective in reducing tool wear in a wide range of cutting conditions. Reduction of machining cost and improvement of productivity are possible by extending tool life. Many Powder Metallurgy manufacturers have confirmed that the tool life has been extended by 2~5 times by using this raw material.
Effort prize
Development of niobium-added stainless steel sintered material
Finally, two Effort Prizes were made. Firstly, Sumitomo Electric Industries received a prize for the development of a niobium-containing stainless steel material (Fig. 9).
This study was conducted to investigate how to prevent sensitisation, a characteristic of stainless steel sintered material used for the fixing of pressure sensors that measure the pressure of the gasoline particulate filter (GPF).
Sensitisation is a disadvantageous phenomenon that occurs during welding stainless steels, resulting from the combination of chromium, an element, that is important for corrosion resistance, and carbon contained within the material, which leads to the occurrence of defective products with poor weldability and loss of corrosion resistance.
Additives such as niobium and titanium are used to prevent the sensitisation of stainless steels because their affinity for carbon is higher than that of chromium. The addition of niobium was therefore examined in term of cost reduction.
Stainless steel material in sintered parts for desensitisation was developed in cooperation with both automobile and parts manufacturers, since the addition of niobium to stainless steel material for sintered parts was unprecedented. The investigation of the addition of niobium to sintered stainless steel material was executed to clarify the following issues: the degree of effectiveness of its desensitisation effect, the influence on various mechanical characteristics, the impact on productivity and the optimum manufacturing conditions for satisfactory products.
Results of experiments with Fe-17Cr stainless steel indicated that the addition of 0.3 mass% of Nb or more prevents sensitisation and maintains mechanical properties at levels equivalent to those of conventional materials. Additionally, each optimum manufacturing condition was established using a process window index, which enabled mass production.
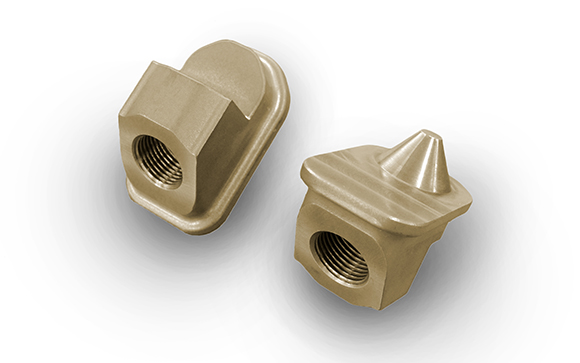
Metal Injection Moulding of industrial robot components

A final prize was awarded to Fine Sinter Co. Ltd. for the development of a MIM component used in an industrial collaborative robot (Fig. 10). The part requires high accuracy, to less than 0.1% of the nominal dimension, high strength and high corrosion resistance, which had originally led to machined stainless steel being used. The conversion to MIM had the potential to save material and reduce cost.
To manufacture the parts to such a high tolerance, the process route would require a final machining stage. However, the design freedom of the MIM process allowed unnecessary part thicknesses to be reduced and strengthened with the addition of ribs. This reduced the overall amount of machining, compared with a fully machined part, by 80-90%.
The market for industrial collaborative robots is expected to grow, due to the increased needs for automation. With total cost savings of around 70-80%, MIM has now been adopted for the production of these components.






